热点资讯
行业新闻
推荐信息
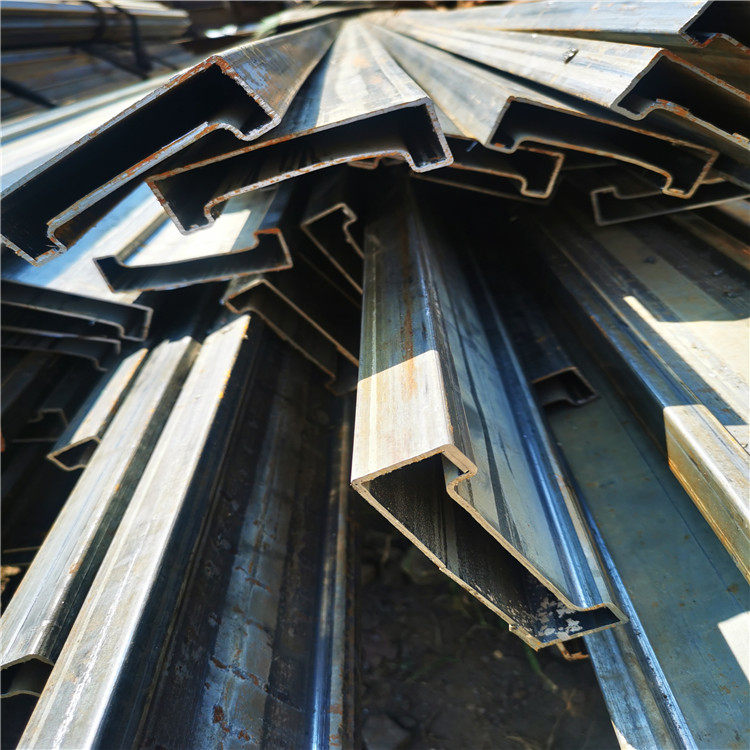
重庆德润-椭圆管——60*100镀锌凸型管-销售德润
文章来源:sddrgy
发布时间:2024-12-20 15:28:03
重庆德润-椭圆管——60*100镀锌凸型管-销德润
异型钢管六种表面缺陷及预防措施:
1.折叠、异型钢管沿轧制方向局部长或连续近似裂纹的缺陷一般是线型的。这是由于半成品耳、轧制后严重划伤或轧制后,当边部和角部不能扩展时不能扩展的。 预防措施:合理控制半成品尺寸,在生产过程中应检查辊缝两侧是否有耳及过辊现象,并注意观察轧制件的运行状况。
2.疤痕:异型管的表面是舌状或指甲状疤痕,大小不均匀,厚度不均匀,形状不规则,疤痕下通常有氧化铁,隆起的疤痕也称为翘曲皮肤。造成这种情况的原因如下:钢坯有疤痕、厚皮、夹杂物等缺陷;半成品有局部凸起;孔型切割或砂眼;孔印或焊接疤痕差;轧制件在孔道中打滑;外部金属轧制到轧件表面;半成品被外部物品划伤等等。 防止措施:不合格的钢坯不得进入炉内;孔型采用划痕或焊接伤痕时,雕刻和焊接标志的形状和高度应光滑光滑;加强轧辊质量检查;合理的孔型设计;严禁低温黑头钢轧制;经常检查孔型磨损,及时倒置孔型,异型钢管运输设备及运行场所应整洁光滑。
3.坑.表面有局部周期性或不规则凹面缺陷,原因是轧制孔型有凸起或者附着在氧化铁皮上,异型钢管表面脱落,无根部疤痕,轧制脱落后用孔型代替异形金属制品。 预防措施:孔道冷却水清洁,水量充足,异型管坯质量合格,生产环境无杂物。
4.裂缝:钢坯或异型钢管表面有不同的深度和散乱的细纹,通常沿轧制方向排到不均匀,这是由于轧制后产生的皮下气泡,表面孔隙,非金属夹杂物,加热温度不均匀,钢材温度低或冷却不当造成的, 预防措施:炼钢要好钢水的冶炼和唾弃,降低出钢温度,采用保护浇注避免二次氧化,轧钢应合理控制炉温和冷却温度。
5.耳子:局部连续突出状态是由于辊缝两侧或轧制方向一侧过充造成的,形成的原因是:成品前孔轧制件较大;进口导轨偏松,轧制件不正确;轧辊轴向运动;加热不均匀或温度过低;成品孔型磨损产生台阶凸出。 预防措施:合理控制加热炉温度和半成品尺寸,严格调整导向装置,提高异性轧管机预压精度;正好定量倒孔型。
6.刮痕:异型钢管表面有局部或断续的槽痕,通常呈直线或弧形。原因:进口和出口导轨不当或轧制设备刮擦;轧制件产生不利凹槽。 预防措施:正确、、使用进出口指导设施;滚动设备和操作场所应整洁流畅。
椭圆管该工艺在质料预备阶段的特色是将焦粉(或煤粉)与铁矿粉(或许含铁固废)混合后直接限制成块,不运用粘结剂,并在转底炉单层装料,一般在116~13℃下完结复原反响[7-8]。近年来,国内高校及相关科研机构也发出了具有自主知识产权的转底炉专利技能,其间北京科技大学、北京神雾集团、钢铁研讨总院、中冶赛迪等已别离与国内钢铁厂商协作,建造并投产了多条转底炉出产线。底炉工艺特色比较Inmetco转底炉工艺复原温度规划略小于Fastmet工艺和Fastmelt工艺,但根本工艺流程类似,只在烧嘴方式、温度散布等方面有差异。
山东德润精密冷拔钢管厂拥有精轧无缝钢管机组16条;冷拔无缝钢管生产线4条;精拔无缝钢管生产线4条;
精轧无缝钢管机组生产线16条,其LG20型精密轧机4台、LG30型精密轧机4台、LG 50型加强型精密轧机6台、LG 120型精轧机2台,现以投入生产,可生产型号:外径4mm---219mm,壁厚从0.8mm---32mm之间,主要生产冷轧精密光亮无缝管,精密钢管,精轧钢管、精密无缝钢管,精轧退火无缝管,精拉无缝钢管。精度在公差正负5丝、偏壁控制在10-30丝、外表光亮、内壁光洁、广泛用于汽车、摩托车、工程机械车、工程锚杆、建筑钢筋套筒、油缸、机械等广泛领域,年产 精密无缝钢管、精轧光亮钢管万吨。
专业生产异型 30mm)的各种异型无缝钢管,可六角管、八角管、十二角无缝管,无缝方管、矩形无缝钢管、椭圆管、D型管、半圆管、拱形管、三角形管等各种异形无缝钢管 SiMn、20Cr、40cr、15CrMo、35CrMo等 。
60*100镀锌凸型管插口插入时必须按管轴线方向插入承口,不能倾斜,否则会顶偏胶圈,致使胶圈发生不同程度的位移,产生漏水。施工时若遇到管配件不全,在PVC-U管与钢管连接时可将钢管焊成一个承口,但承口长度必须大于2cm,时要求把PVC-U管插入钢管的承口根部,并将插入部分的PVC-U管凿毛磨花,然后用膨胀水泥打口即可。传统管道的管沟挖只要求能把管道放入管沟和能进行封口即可,在没有松动原有土层时,可不用加压夯实垫层。
重庆德润-椭圆管——60*100镀锌凸型管-销德润